首 页
关于我们
产品中心
客户案例
新闻资讯
我们的优势
联系我们
首 页
关于我们
产品中心
客户案例
新闻资讯
我们的优势
联系我们
当前位置:
主页
>
产品中心
>
颅内压监护仪柔性振动盘
>
联系电话:173-6821-6270
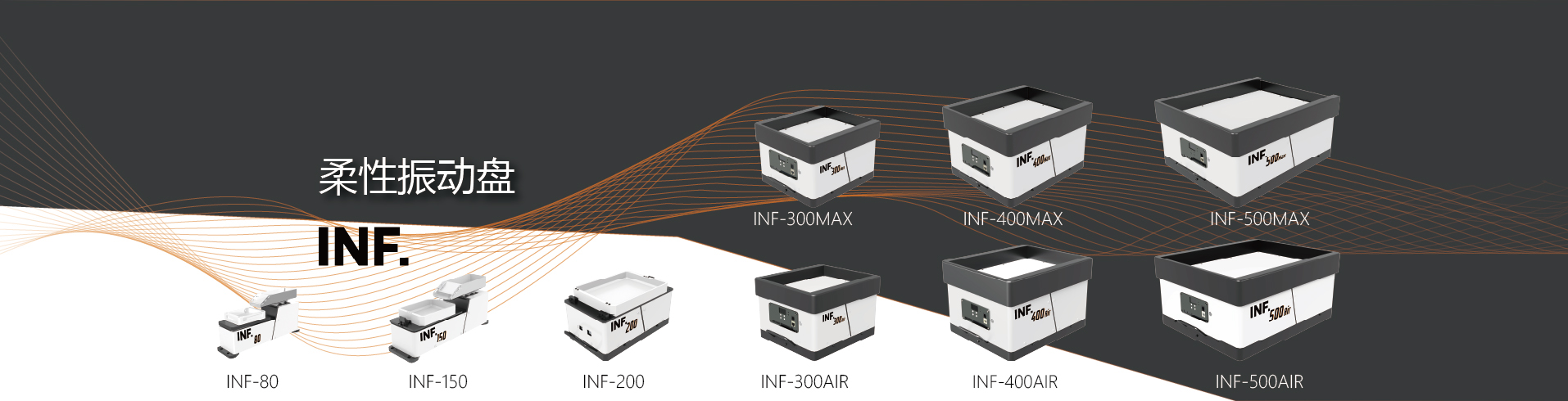
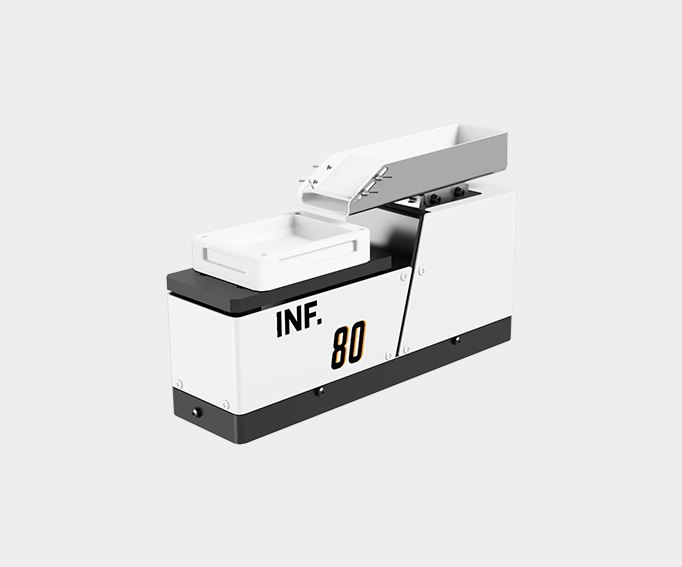
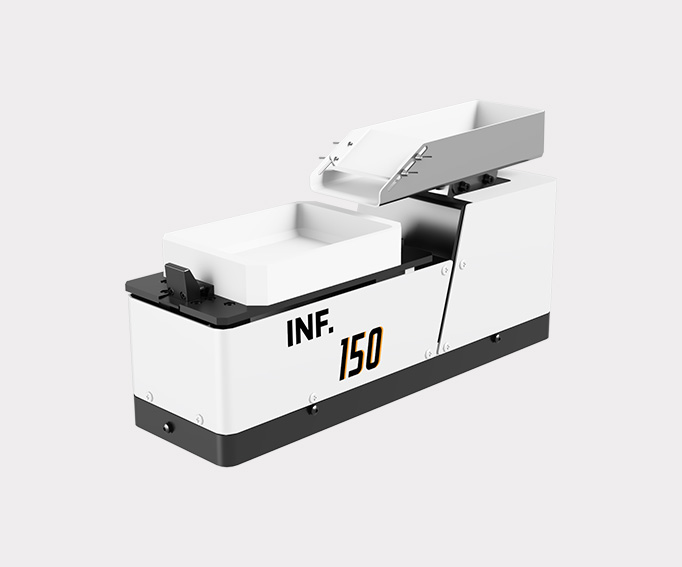
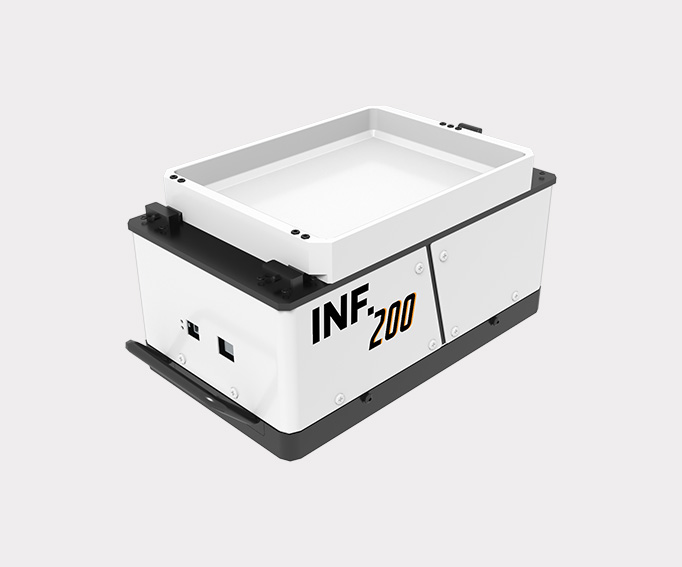
柔性振动盘
柔性上料工作站
柔性自动化设备
柔性生产线
柔性附件
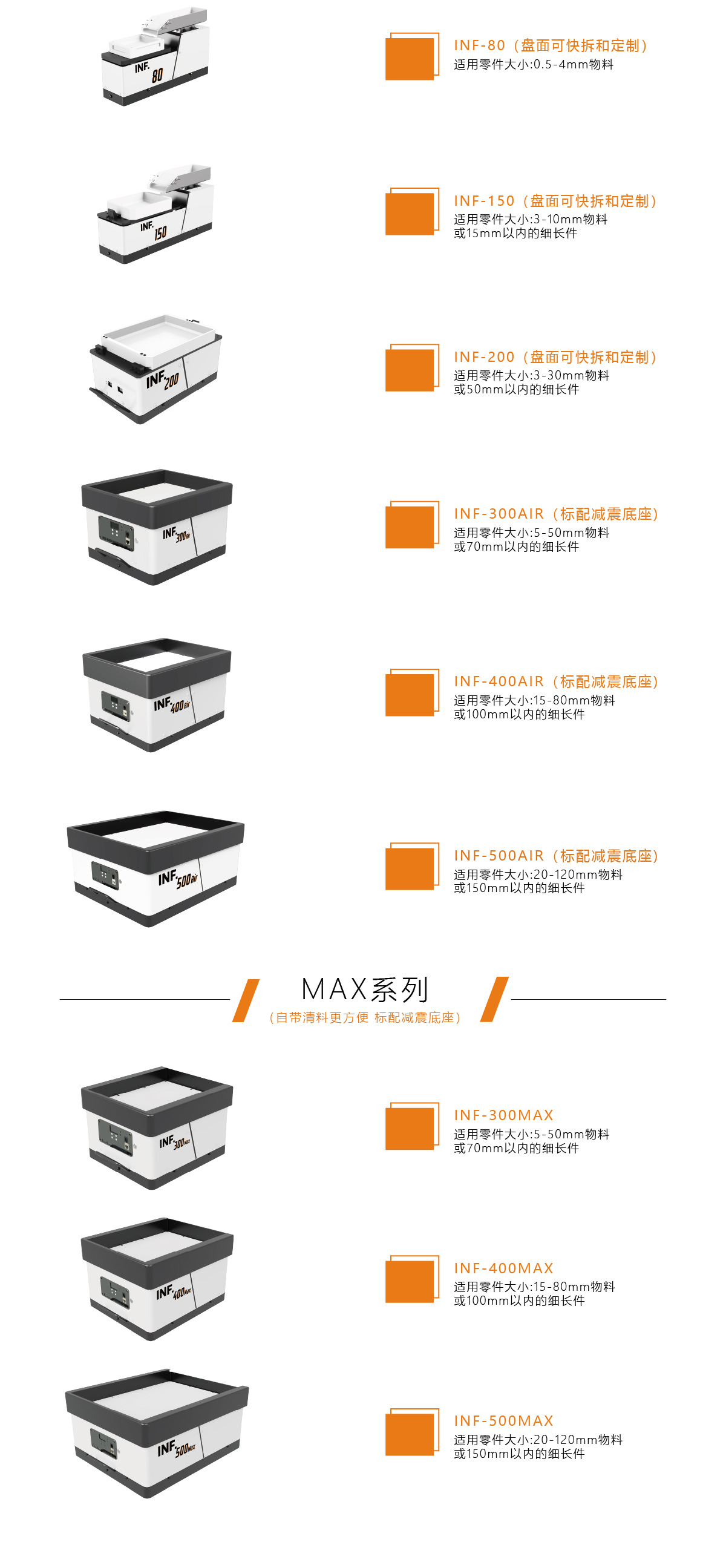
柔性振动盘
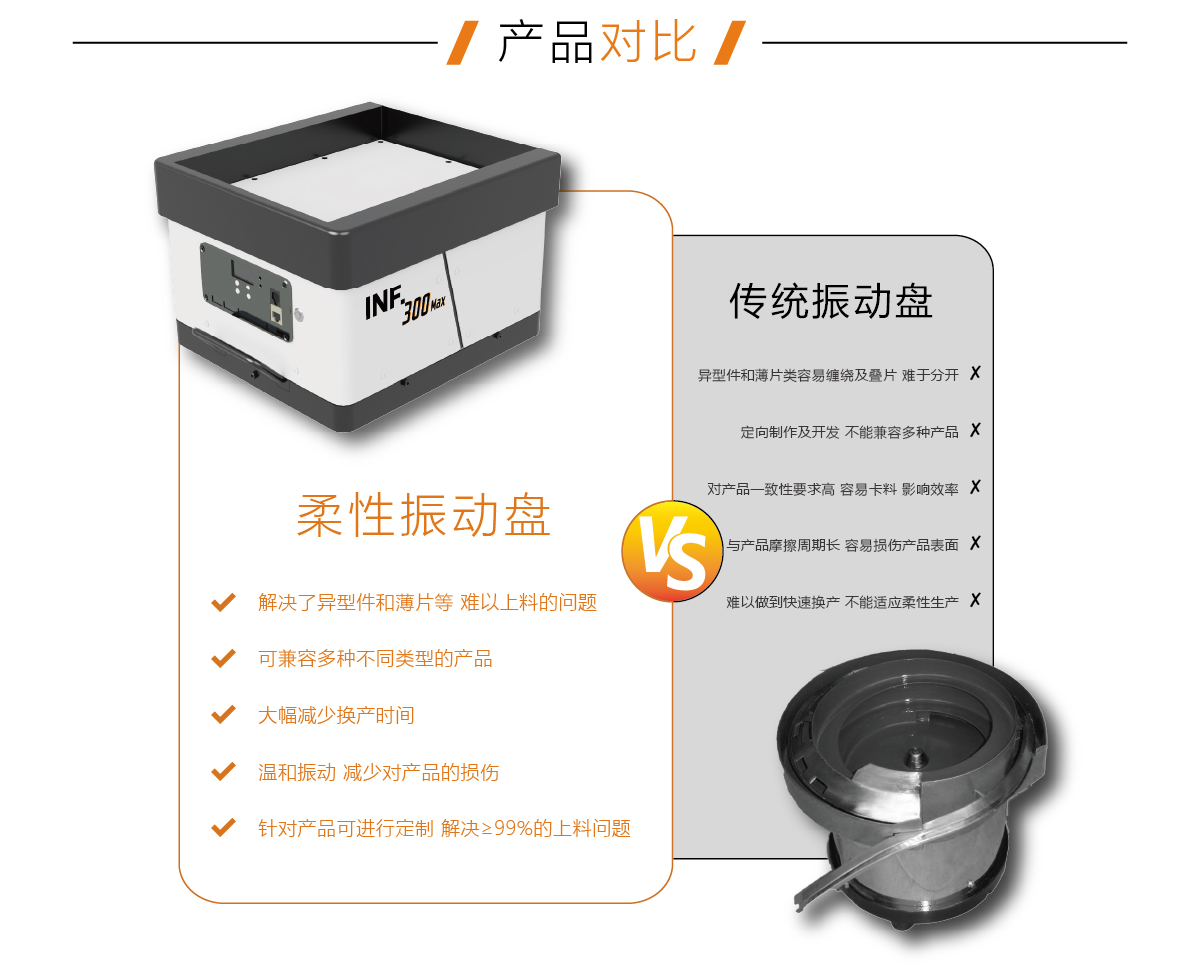
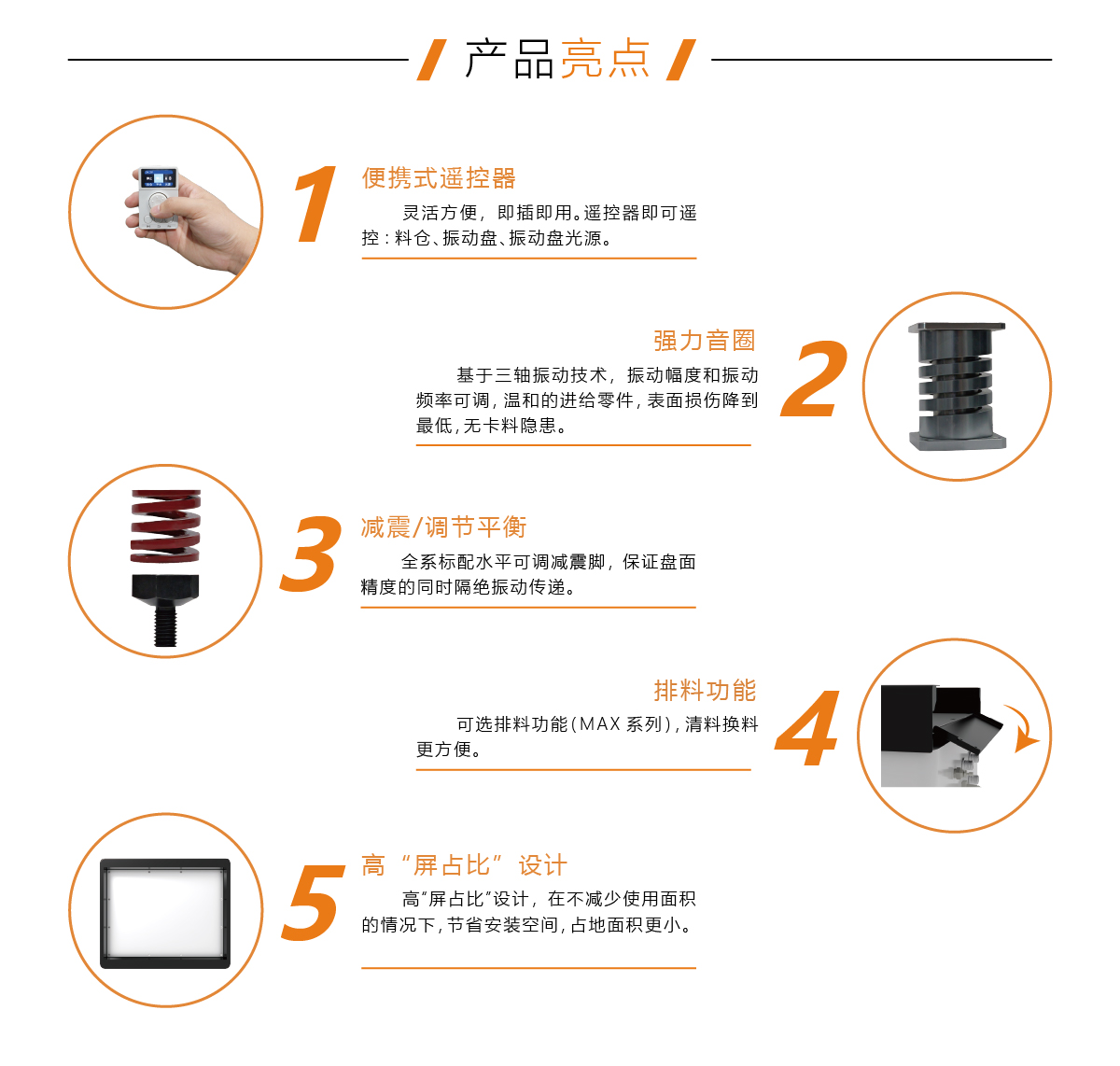
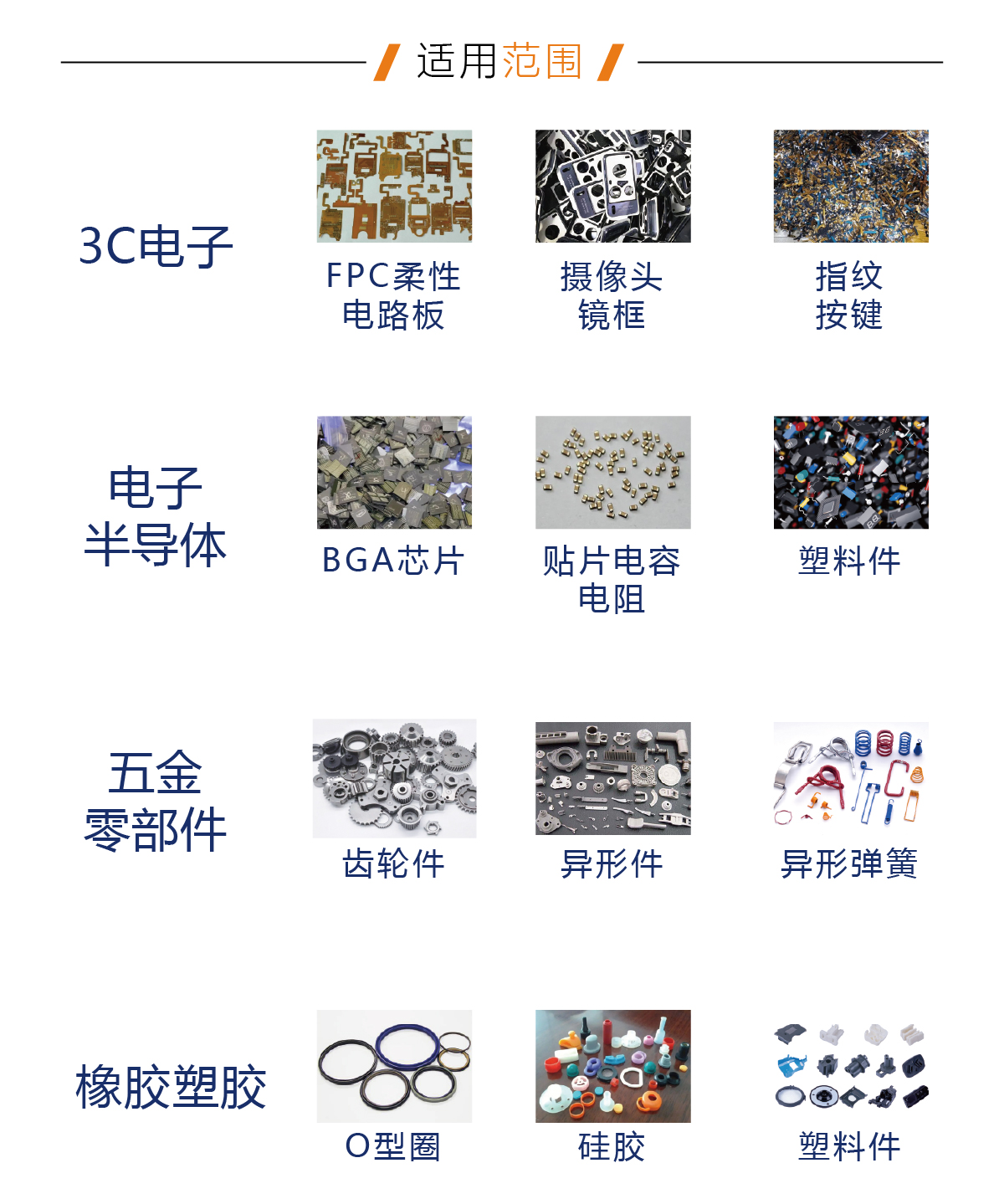
柔性振动盘是适用于自动化生产中小型零部件散料排列上料的自动化供料设备,用于解决异形零部件上料问题,可有效避免产品损伤及缠绕卡料等问题。
获取产品手册
免费获取方案
详细介绍
柔性振动盘同行动态
更多+
柔性振动盘:钣金多零件自动分离技术介绍
柔性振动盘本文讨论了基于运动控制卡的火焰切割机数控系统的软件设计中多线程技术的应用。数控系统软件运行时。要求在控制电动机以及各种开关的同...
柔性上料工作站:工业码垛机器人的分类
11-18
柔性振动盘:在线检测设备在汽车制造中的应用
11-18
柔性振动盘:华北工控多网口整机BIS-6665I-C10,专为机器视觉领域打造
11-18
柔性上料工作站:瑞屏DLP激光无缝大屏幕独具匠心
11-18
柔性上料工作站:五金冲压自动化生产线个别参考方案
11-18
柔性上料工作站:IT系统在医疗场所的应用及绝缘检测功能扩展
11-18
柔性上料工作站:安川电机 全轮转柔版印刷设备
11-18
柔性上料工作站:一篇文章get安川最新弧焊机器人系统选型宝典(你值得拥有)
11-18
柔性振动盘新闻资讯
更多+
非标自动化设备:西门子无线网络SCALANCE W在仓储物流中的应用
中国北京–2011年6月3日–MathWorks日前宣布适用于XilinxFPGA开发板且新添了FPGA在环(FIL)功能的EDASimulatorLink3.3面市。FIL使工程师们能够在使用Simulink作为系统级测试台架的同时,以硬件速度验证其设计。EDASimulatorLink支持HDL验证选项全集使用在MATLAB和...
柔性上料工作站:全自动灌胶机流水线有什么优势?
识别,解决方案...
非标自动化设备:MasterCAM软件在数控车削加工中的应用
非标自动化设备材料、结构和几何形状是决定刀具切削性能的三要素,其中刀具材料的性能起着关键性作用。国际生产工程学会(CIRP)在一项研究报告中指出:“由于刀具材料的改进,允许的切削速度每隔10年几乎提高一倍”。刀具材料已从20世纪初的高速钢、硬质合金发展到现在的高性能陶瓷、超硬材料等,耐热温度已由500~600℃提高到1200℃以上,允许切削速度已超过1000m/min,使...
柔性振动盘刀具半径补偿在CAM系统中的应用
柔性振动盘锅炉的现场环境恶劣,温度高,灰尘多,对人机界面的综合要求比较高。深圳显控公司推出的SA-5.7A则可以满足此要求。
一、概述
SA-5.7A是深圳显控公司推出的一款主频200M的,低辐射,低功耗的人机界面。在锅炉应用中发挥了很大作用。锅炉的现场环境恶劣...
柔性上料工作站:搬运 & 码垛:在 WIDMER BROTHERS BREWING 公司中 KR QUANTEC 机器人卸
锻件的传送工作由库卡公司十台六轴铰接臂机器人 KR 210 负责。其中,九台机器人适于在锻造厂内应用,这是库卡公司为在铸造厂及锻工车间的恶劣工作环境中应用而开发研制的。...
柔性振动盘人机界面在干式变压器PLC温控系统中的应用
柔性振动盘本文主要通过LEODO在钢铁企业烧结厂点火器控制方面的一个应用实例,介绍了作者在LEODO编程、使用中的一些经验及心得体会。
一、行业背景
钢铁企业的生产过程大致可以分为铁前和铁后两个阶段,铁前阶段包括采矿、选矿、烧结、球团、焦炉等几个部分,铁后阶段包括...
非标自动化设备:激光快速成形技术主要工艺方法
非标自动化设备计算能力、信息提取和交流系统所带来的改变,已经在制造业中肆虐。关于这样一个新时代的表述不尽相同:德国称其工业4.0(Industry4.0),美国则更多地将之概况为颇为宏大的概念工业互联网(IndustrialInter)。实际上,无论叫什么名字,本质上都是信息技术与工业技术的高度融合,表述的是网络、计算机技术、信息技术、软件与自动化技术的深度交织所产生新的...
柔性振动盘:让检测变得更简单、更可靠
柔性振动盘高质量的球形集成光源被积分球中的LED光源漫反射,并通过光出口和光入口观察和检测物体。一般来说,专业球形集成光源LED光源的选择和集成球漆设计具有一定的应力。作为消费者,在选择带有球形集成光源的LED光源时,要科学地选择。以下是如何选择具有球形集成光源的LED光源的描述。如何选择球光源LED光源一,抗静电能力强具有强抗...
柔性振动盘:数控机床智能化是对航空领域智能制造的更高要求
柔性振动盘若说当下的热门科技,机器人绝对算一个。机器人作为典型的机电一体化技术密集型产品,它是如何实现运作的呢?若说当下的热门科技,机器人绝对算一个。机器人作为典型的机电一体化技术密集型产品,它是如何实现运作的呢?机器人的控制分为机械本体控制和伺服机构控制两大类,伺服控制系统则是实现机器人机械本体控制和伺服机构控制的重要部分...
柔性振动盘CAD/CAE/CAM技术在塑料产品注射模中的应用
柔性振动盘传统的控制器由于主要用来实现控制要求,而人机交互设计则比较简单。随着工业技术的不断发展,控制器配合人机界面,使其图文并茂,更加人性化。本文介绍了用LEODO人机界面改造晶体生长控制器的经验和方法。
一、引言
自从1947年贝尔实验室的WilliamShockely等人发明了晶体管,几十年来,...
柔性上料工作站:HDS高低压无功补偿装置的品牌特点
贴片电容的外形与贴片电阻相似,只是稍薄。一般贴片电容为白色基体,多数钽电解电容却为黑色基体,其正极端标有白色极性。...
柔性振动盘:基于NX软件的压缩机气阀组件参数化模板设计
柔性振动盘本文介绍了用于多功能激光加工数控系统的软件,它应用了DCOM设计技术,提高了系统的柔性和开放性,应用了基于遗传基因算法的人工智能技术,实现了激光切割质量和效率综合优化的激光切割轨迹的辅助设计。 基于微机的开放式多功能四轴三联动激光加工系统,可同时实现二维激光切割、平而或回转体激光焊接和激光表而改性等多种激光加工作业。该系统采用工控...
非标自动化设备:基于西门子S7-200与WinCC的加热器测试系统设计
解:1)I/O编址:I0.1——SB1停车I0.4——FR过载保护Q0...
柔性振动盘供料:为航空航天零部件制造保驾护航
航空航天领域,作为高端制造业的巅峰代表,对零部件的质量、精度与可靠性有着近乎苛刻的要求。柔性振动盘供料技术在此肩负重任,为航空航天零部件制造保驾护航。 航空发动机的...
柔性上料工作站:抛丸作业机械手系统
机器人应用于机床自动化的安装方式有三种:“地装式机器人搬运”(岛式加工单元)、“地装行走轴机器人搬运”(机床成直线布置)、“天吊行走轴机器人搬运”(机床成直线布...
柔性振动盘:数控机床电气维修技术
柔性振动盘随着国家航空事业、数控加工的不断发展,航空结构件在整个航空事业当中起着举足轻重的作用,本文针对其中典型的薄壁加工变形,从控制其毛坯状态、装夹方案等方面来不断提高航空结构件在数控加工精度,从而提升整个航空事业的发展。
1、引言
新中国成立以来,航空事业一直在不断的发展,尤其是近几年更是随着科技的发展而越来越快,目前我国...
柔性振动盘MIS人机界面的设计原则
柔性振动盘随着现代工业中零件复杂曲面设计的增加,五轴加工在数控加工中所占比重将愈来愈大。由于五轴数控加工加入了两个旋转自由度,增加了数控加工运动模拟计算和刀具干涉检查的难度,特别是在加工形状极其复杂的零件表面时,更是如此。因此,为了确保五轴数控机床进行高效率和高质量的切削加工,开发五轴加工刀具轨迹生成及其干涉检查的软件将成为研究者面临...
柔性振动盘:智能物流机器人来势汹汹
柔性振动盘金属增材制造作为增材制造技术最重要的一个分支,近年来随着3D打印技术的迅速发展,也取得了极大的进展。本文将对金属增材制造技术进行全面的梳理。
1、增材制造与金属增材制造
增材制造(又称3D打印),诞生于20世纪80年代后期,早期被称作快速成型技术...
非标自动化设备:基于三菱产品的海况实时分布式仿真系统的研制
三菱工控产品在各工矿企业的应用非常广泛,虽产品本身质量已有保证,但由于工业现场的情况千变万化,规律不明,设备成套后整个系统运行中难免出现干扰现象。因干扰是相互作用的过程,任何一方对另一方的作用都会造成系统故障。因此它在原理分析和实际解决中很复杂,既要情况判断又需实践经验。据目前用户使用产品过程中较容易发生该问题的来源有:1因设备庞大、布...
柔性上料工作站:《技术》老电工带你飞,40个常用知识点
浅谈防火门监控系统的设计和安装...